歡迎進入東莞市諾元電機設備有限公司官網!公司主營:無刷繞線機,電機繞線機,馬達繞線機,定子繞線機,飛叉繞線機,高速繞線機等!
諾元視頻號


0769-81551289
150-1531-7403(微信同號)
諾元視頻號
0769-81551289
150-1531-7403(微信同號)
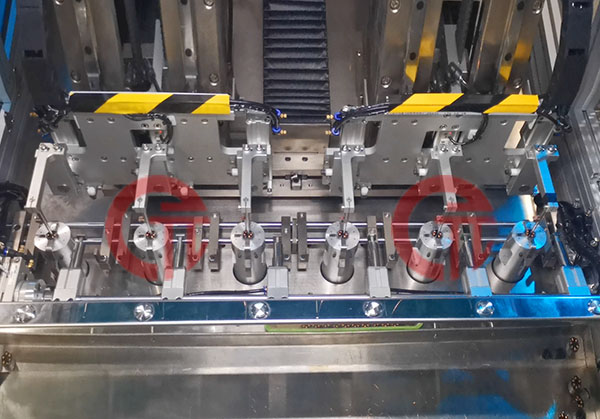
全自動精密繞線機的調試,一般來說需圍繞設備精度、參數匹配、硬件配置及操作規范展開,但是具體情況如何呢?下面諾元簡單給大家介紹一下吧!希望可以幫助到大家!
一、核心調試技術要求
1.設備精度保障
機械部件精度:機架、導軌、絲桿等部件的加工和裝配精度需符合要求,確保線材在繞制過程中保持直線狀態,避免因設備振動或間隙導致排線偏移。
模具匹配性:模具的幅寬、高度與繞線桿需緊密配合,過緊會影響裝卸效率,過松則導致模具晃動,影響排線整齊度。需定期檢查模具精度,及時更換磨損嚴重的模具。
2.張力控制系統優化
張力范圍設定:根據線材材質(銅線/鋁線)和線徑調整張力值。鋁線因易拉伸,張力校正值需大于銅線(銅線約+0.02mm,鋁線+0.02~0.2mm)。張力過大可能導致線材斷裂或實際繞線直徑變小,過小則引發線圈浮腫、排線凌亂。
動態調節功能:設備需具備實時張力反饋能力,根據繞線速度、線材強度自動調整張力,避免啟動/停止時的張力突變。
3.繞線參數精準設置
基礎參數:包括線圈匝數、線徑、繞線寬度、排線間距、速度等。線徑設置誤差需控制在±0.01mm以內,排線間距通常與線徑一致,特殊工藝可微調。
速度與方向控制:繞線速度需根據線材強度和骨架形狀設定,建議從中速(如500~1000rpm)開始調試,逐步提速至穩定值。繞線方向(順時針/逆時針)需與工藝要求一致,避免撞針或跳線。
緩沖時間設置:啟動和停止的緩沖時間需合理,避免機械沖擊導致張力波動,一般設置為0.5~2秒。
4.硬件配置與輔助功能
排線裝置精度:排線導輪、線嘴等部件需定位準確,與模具配合一致。可通過滿繞調試逐步調整,直至排線符合要求。
PLC伺服驅動:選擇高準度控制器,確保繞線位置、速度、張力等參數的控制穩定性,避免因數據誤差導致排線不齊。
安全防護功能:設備需配備急停按鈕、過載保護、斷線檢測等安全功能,防止操作事故。
二、調試注意事項
1.空載測試與預檢查
調試前需檢查工作臺、模具夾具、傳輸范圍內是否有雜物,電源連接是否正確,線桶方位、線架、過線輪、張力器等零部件是否完好。
空載運行速度需緩慢(如100~200rpm),觀察設備運轉是否平穩,有無異常噪音或振動。
2.分階段調試流程
手動模式測試:先進行少量繞線(如1~2圈),觀察排線均勻性、張力穩定性及針桿線嘴與模具的相對位置,防止撞針或跳線。
自動模式驗證:手動測試合格后,切換至自動模式完成全流程繞線,檢查產品是否符合規格(如線圈直徑、排線密度)。
批量生產前確認:連續繞制3~5個樣品,進行針孔測試(確保漏電值符合標準)和外觀檢查,確認無斷線、疊線等問題后再批量生產。
3.常見問題排查
排線不齊:檢查線材質量(線徑均勻性、絕緣層完整性)、張力控制、排線裝置精度及PLC參數設置。
斷線或傷線:調整張力值,降低繞線速度,檢查線材路徑是否有卡滯或銳邊摩擦。
模具晃動:重新緊固模具,調整模具與繞線桿的配合間隙,確保無松動。
4.操作人員培訓
調試人員需熟悉設備說明書,掌握張力調節、參數設置、故障代碼解讀等技能。
定期進行設備維護培訓,包括零部件更換、潤滑保養及日常清潔,延長設備使用壽命。

全自動精密繞線機調試技術要求有哪些?要注意什么問題?以上已經作了簡單的的講解,希望這些知識可以幫助到大家!







 掃描二維碼,關注諾元公眾號
掃描二維碼,關注諾元公眾號